- ���g(sh��)����
�M(j��n)���_���L(f��ng)�C(j��)����ޏ�(f��)���g(sh��)
2010-09-09 12:10:08 ��Դ���M(j��n)���_���L(f��ng)�C(j��)����ޏ�(f��)���g(sh��)
������ʾ���M(j��n)���_���L(f��ng)�C(j��)������ޏ�(f��)�������U���_���L(f��ng)�C(j��)��Ҫ����ޏ�(f��)���O(sh��)��z�����еđ�(y��ng)�á�
�P(gu��n)�I�֣��_���L(f��ng)�C(j��)�ޏ�(f��)���g(sh��)�D(zhu��n)��ͬ���X݆
һ��ǰ��
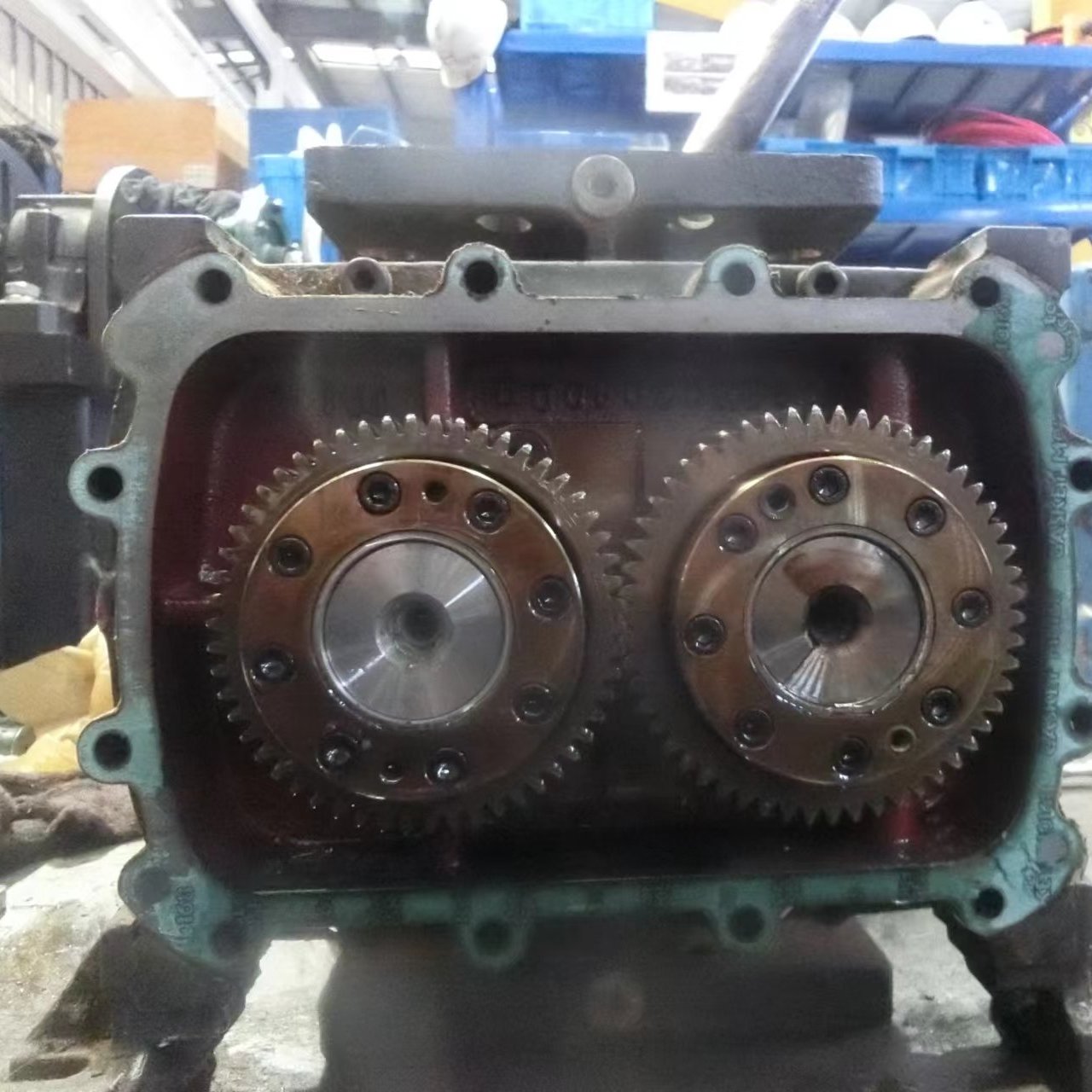
ʯ���S��ϩ�N܇�g����ݔ��ϵ�y(t��ng)��ʹ���M(j��n)���_���L(f��ng)�C(j��)(C310��C320��C850�ͣ����S��ʹ���������L(zh��ng)���z�����R�������M(j��n)�ڂ���r(ji��)��ߣ��M(j��n)؛�����L(zh��ng)�������{���������a(ch��n)���B�m(x��)�ԡ�����ć��a(ch��n)���c�ޏ�(f��)���g(sh��)���ѳɞ鱣�C�L(f��ng)�C(j��)�����\(y��n)�D(zhu��n)����Ҫ;����
�����㲿���ć��a(ch��n)��
Ŀǰ����(du��)�L(f��ng)�C(j��)�Ě�⡢�C(j��)е�ܷ⡢ͬ���X݆������M(j��n)���ˇ��a(ch��n)�����c�M(j��n)�ڂ����ȣ���ȫ���Ϙ�(bi��o)��(zh��n)�������L(f��ng)�C(j��)���D(zhu��n)���c�M(j��n)�ڂ�����߀���ڲ�ࡣ���Q��ʹ�����ڱ��M(j��n)�ڼ���1/3�������Ҫ�w�F(xi��n)�ڟ�̎����ˇ�c�C(j��)�ӹ����ȷ��档���b�乤ˇ���棬ȱ�����M(j��n)�Ĺ��b�c�z�y(c��)�ֶΡ����Ҫ��ȫ�挍(sh��)�F(xi��n)���a(ch��n)�����_(d��)�����H��(bi��o)��(zh��n)����Ҫ�ڙC(j��)е�ӹ�����̎�����b�乤ˇ����������
�����㲿�����ޏ�(f��)���g(sh��)
1���L(f��ng)�C(j��)�D(zhu��n)�Ӳ���
ͨ����r�£��L(f��ng)�C(j��)�D(zhu��n)�����_���L(f��ng)�C(j��)ʹ������*�L(zh��ng)�IJ���֮һ�������\(y��n)�D(zhu��n)�r(sh��)�g��30000~40000h���������ڹ��r�h(hu��n)��������ԭ��Ŀǰ�o���_(d��)�������\(y��n)�D(zhu��n)�r(sh��)�g����Ҫ�����У���ډ����^�ߣ����ډ�������Ҏ(gu��)��ֵ���L(f��ng)�C(j��)�C(j��)�w�^��L(f��ng)�C(j��)�C(j��)�w���(d��ng)���L(f��ng)�����㡣�@�����D(zhu��n)�ӵ��Π��cλ�ù������@Щ���ϵ���Ҫԭ��
�D(zhu��n)�ӵĎ��Π�ƫ���(hu��)�a(ch��n)����ƽ����ż�أ��Ķ�������(d��ng)���C(j��)�w�^��D(zhu��n)��λ��ƫ���(hu��)����L(f��ng)�C(j��)����λ�g϶�^��ʹ���L(f��ng)�C(j��)�����½�����Ҫ���F(xi��n)���L(f��ng)�����㡣
(1)�D(zhu��n)ݞ���D(zhu��n)ݞ���ޏ�(f��)�փɷN��r����(du��)��ĥ�p��̫��(y��n)�ص��D(zhu��n)ݞ��ͨ������Ϳ���Ϳ�X�ۡ������^���h(hu��n)����֬����ɵ�Ϳ�ϣ�ע�⣺����Ϳ��һ��Ҫ���]�Ƿ��c���|(zh��)�l(f��)�����W(xu��)����(y��ng)���Ƿ��(hu��)��Ⱦϵ�y(t��ng)���ϣ�������(j��)��Ҫ�֏�(f��)�ijߴ�_��Ϳ�Ӻ�ȣ�Ϳ���Ⱥ�ɣ����M(j��n)��λ���c�Π��z�y(c��)�������M(j��n)���L(f��ng)�C(j��)�ձ��D(zhu��n)���^�ߣ����߀Ҫ�M(j��n)�Є�(d��ng)���oƽ��z�y(c��)����(d��ng)�D(zhu��n)��ĥ�p�^��(y��n)�أ����ܲ������������ޏ�(f��)�r(sh��)�������D(zhu��n)���ϲ���肽��ٗl�ķ��������D(zhu��n)ݞ픶���c�D(zhu��n)��ͬ�L(zh��ng)��䓗l��һ���x��45#䓣��D1����������β���Π��?c��)��⣬���ֹ�S���Ƅ�(d��ng)������M8mm×20mm��ƽ�^��ᔹ̶���ע�⣺����^��һ��ҪͿ����ճ�Y(ji��)��������䓗l�ϵ�ë������߀Ҫ������T����

(2)�D(zhu��n)���S������(n��i)���L(f��ng)�C(j��)�D(zhu��n)���Sͨ���������w���죬������õ��ǃɶ���肼��g(sh��)���@�o�ޏ�(f��)��������һ���y�ȡ�ͨ�^��(du��)C310��C320��C850�ijɹ��z�ޣ��F(xi��n)����������һ�׳��췽����
��(du��)�S�в�λ���S�ⰲ�b��λ��ĥ�p�^�p���t���ý���ˢͿ���g(sh��)�����ٱ������a(b��)���g(sh��)���@һ���g(sh��)�ѷdz����졣��(du��)��ĥ�p�^��(y��n)�ص��D(zhu��n)���S���ɲ��öѺ����Ѻ�ǰ��(du��)���Ӽ��M(j��n)���A(y��)�ᣬ�ضȿ�����80~120�档ÿ�Ѻ�һ���M(j��n)��һ���̶ȵ��ֹ�呴��@�ӿɱ��C�����cĸ�ĵľ�������(hu��)��ֲ��^����^�Ķ����C�ޏ�(f��)���ęC(j��)е��(qi��ng)�ȡ�
��(j��ng)�^�C(j��)�ӹ���һ��Ҫ�M(j��n)�������c�ػ�̎�����������ӹ���(y��ng)������(du��)��С���L(f��ng)�C(j��)�����ʣ�30kW����߀���Բ�����ķ������@һ����ͨ�������Sĥ�p����1~1.5rnm���D(zhu��n)���S�����w�����飺��ĥ�p���S�i��܇��2~3mm�����ӹ�����S���ӹ��ף����c�S�x���^ӯ��ϣ��^ӯ����0.02~0.04mm���S�c�S�Ķ˲��Y(ji��)��̎������120°V���¿ں��ӡ��@һ������C310��C320��C850�L(f��ng)�C(j��)���ޏ�(f��)�в��ã������\(y��n)�Ѓ�����ˡ�
��(du��)�ڔ��S���D(zhu��n)�ӣ����üӹ�ͨ�S�ķ����ޏ�(f��)�����w�����飺���f�S���D(zhu��n)�������£�ͨ�S�ӹ���ɺ��c�ӹ��Ã�(n��i)���D(zhu��n)ݞ�M(j��n)�П��֮���ٌ�(du��)�S�M(j��n)һ���ӹ����C(j��)�ӹ���ɺ����M(j��n)�П�̎����
(3)ͬ���X݆���L(f��ng)�C(j��)�D(zhu��n)���g������(du��)λ�����X݆�{(di��o)��������ͬ�r(sh��)Ҳ�Q�����L(f��ng)�C(j��)�Ĵ������Ŀǰ�M(j��n)���L(f��ng)�C(j��)ȫ������ֱ�X݆������ֱ�X݆�ĺ�̎�Dz���(hu��)����D(zhu��n)�ӟ���Û��ʹ���X݆�g϶�^С���M(j��n)���L(f��ng)�C(j��)�X݆�Ĺ̶��������F�����i�o���p�����X݆���q�乤��������һ��ĥ�p��(hu��)����D(zhu��n)����ײ���S׃�εȹ��ϡ���(du��)���X݆�X��ĥ�p�����ý���ˢ僿��Խ�Q����(du��)���X݆��(n��i)�F��ĥ�p��������F�ķ����^���롣
2���L(f��ng)�C(j��)�ɶˉ���
�_���L(f��ng)�C(j��)�Ă�(c��)�����L(f��ng)�C(j��)�^��ĥ�p�IJ�����һ���l(f��)��ĥ�p�ɂ�(c��)�g϶�^���(hu��)ʹ�L(f��ng)�C(j��)������½����a(ch��n)����(n��i)���u�����Ś�ض���������ɹ��ʓpʧ��
*��Ҋ�Ă�(c��)���ޏ�(f��)������Ϳ�b���@һ�������������^���ף��ɱ�Ҳ�͡����ǣ���(du��)��ϵ�y(t��ng)�h(hu��n)��Ҫ��ߵĈ�(ch��ng)�ϲ��˲��ã������ÙC(j��)е�ӹ������w�����ǣ��Ȍ�������ƽ��ĥ����ĥ����ֱ����ĥ�p���Eȫ��ĥ���������C����ƽ���≤0.03mm������ֲڶ�Ra0.8��ƽ���c���S���Ĵ�ֱ��≤0.05mm��ͬ�r(sh��)���ڙC(j��)����S�а��b��λ������ͬ��ȵĉ|Ƭ���Ա��C���_�İ��bλ�á��@һ�����dz��������������^�ߡ�
�ġ��ޏ�(f��)Ч��
�����M(j��n)���_���L(f��ng)�C(j��)��Ҫ�㲿���ޏ�(f��)���g(sh��)�����O(sh��)��z�����\(y��n)���˶�Ρ��L(f��ng)�C(j��)�z���ܝM�����a(ch��n)��ˇҪ��ͬ�r(sh��)��(ji��)ʡ�S���M(f��i)��
����










�� ��
- (li��n)ϵ�ˣ��ͷ���(j��ng)��
- 늡�Ԓ��18721408638
- �ء�ַ���Ϻ������օ^(q��)��ӯ·548̖(h��o)
- �W(w��ng)��ַ�� https://luoci888.cn.goepe.com/
http://www.020hengxin.cn
